It’s 3:00 AM. The ICU is at capacity. A nurse reaches into the Automated Dispensing Cabinet (ADC) for a high-alert medication. In this high-stakes moment, the most critical piece of technology in her hand isn’t the bedside monitor or the infusion pump.
It’s a 3.5 x 1 inch notched sticky label. 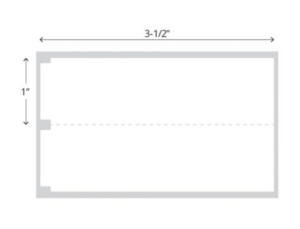
That tiny notch isn’t random—it’s what the printer uses to sense the label and correctly print the right number of labels with all the patient and medication information.
In inpatient pharmacy, we can spend months debating therapeutic interchanges and the ROI of biologics in P&T committee meetings. They focus intensely on the cost of the drug itself. But if that drug is misidentified, stored incorrectly (like not being protected from light), or delayed because of a supply chain disruption, then both the clinical value and financial return disappear.
The Invisible Friction in the Pharmacy
Every Director of Pharmacy knows the “hidden” pain points that keep a department from running lean:
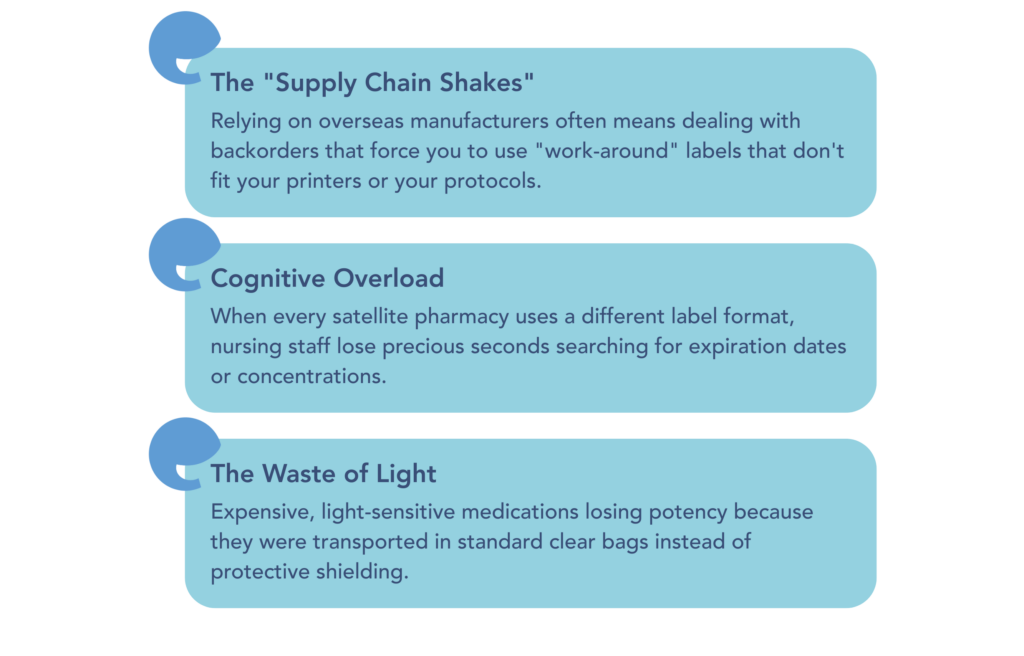
Redefining the Label as a Clinical Tool
At Caresfield, we don’t view a label as a commodity. We view it as a communication device that bridges the gap between the cleanroom and the patient.
When you drive standardization through Caresfield’s US-manufactured pharmacy labels, you aren’t just buying supplies. You are building a wall of defense around your formulary. Because our labels are made right here in the USA, your supply chain becomes predictable. No more “making do” with incorrect sizes because a container is stuck in a port or backordered.
Beyond the Label: The Caresfield “Protective Ecosystem”
A well-managed formulary requires more than just identification; it requires protection. As pharmacies take on more value-based care responsibilities, the “last mile” of medication transport becomes a financial metric.

EXPLORE RELIABLE TRANSPORT SOLUTIONS
Cost-Benefit: US-Manufactured vs. Traditional Distributors
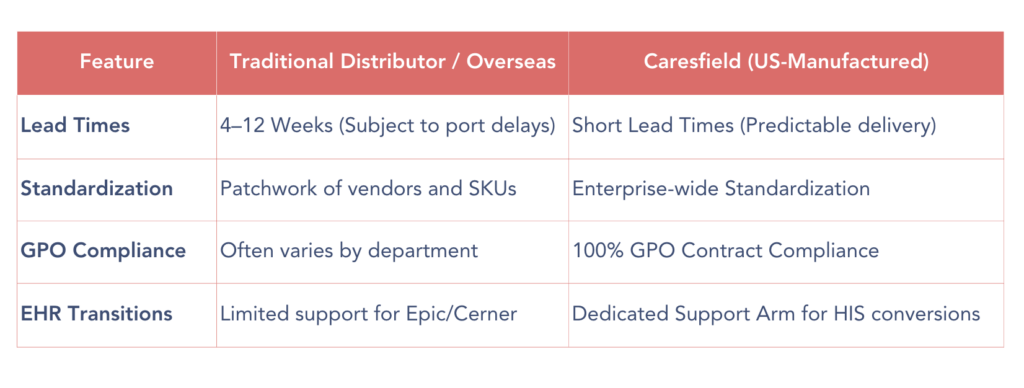
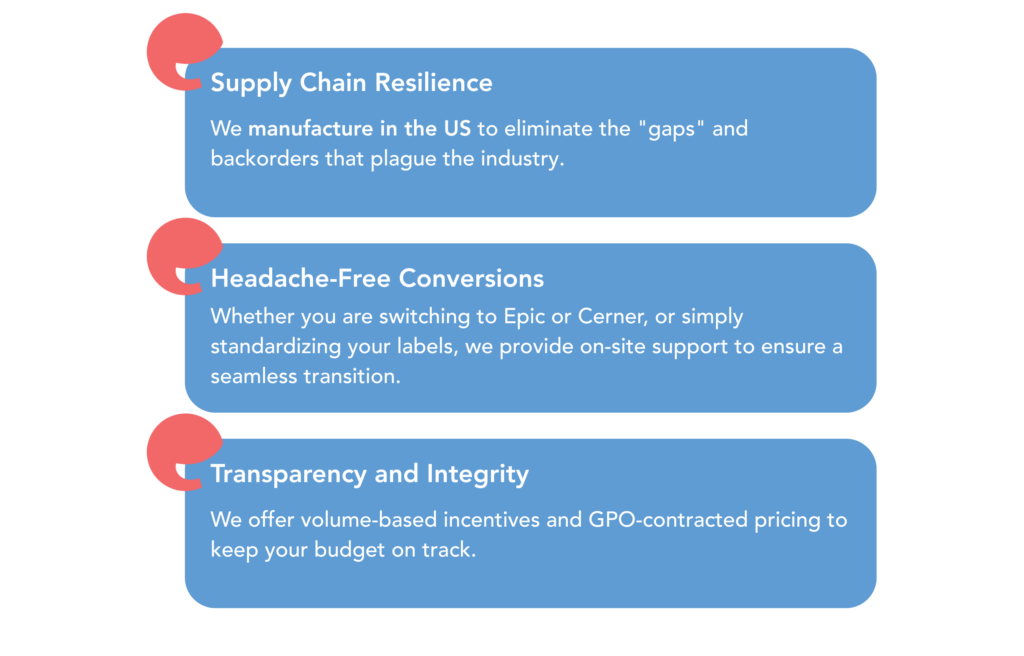
The Caresfield Value: Your Trusted Partner
We know inpatient pharmacies are being asked to do more with less. Our goal is to ensure your operational supplies support your clinical excellence.
Ready to Standardize Your Pharmacy?
Experience the quality and durability of our US-made labels first-hand.
Let us audit your current label usage to find cost-saving gaps in your supply chain.